In this article




The manufacturing sector is at a crossroads. Industry 4.0 brought with it a wave of innovation, with the industrial internet of things (IIoT), advanced automated, and AI-driven analytics. Now, we’re experiencing the onset of Industry 5.0, where humans work alongside smart machines to create more sustainable products, services, and supply chains.
It’s an exciting time for manufacturing, but it’s also a challenging one. As the pressure grows to adopt leaner production practices and join the circular economy, manufacturers must keep up with their digital transformation initiatives. In this blog post, we’ll explore the biggest technology trends shaping the industry, the challenges they introduce, and how IT monitoring and observability systems can address them.
Trends in manufacturing technology
Widespread mechanization of production began in the 18th century, marking the first industrial revolution. The second began with the integration of electricity in assembly lines, making mass production a reality. In the 1970s, computer numerical control (CNC) systems were introduced, automating entire production processes. Today, we are in the last phase of the fourth industrial revolution, characterized by smart factories where digital transformation is the driving force. Now it’s time for manufacturers to get ready for the next big sea change.
Let’s take a look at what’s on the horizon:
AI-driven business process management
Any effective artificial intelligence (AI) implementation is built on data, and manufacturers are generating vastly more data than ever before. They’re now refining production processes with automated business process management (BMP) incorporating environmental data collected from IIoT sensors. These devices can collect real-time information on factors like temperature, humidity, proximity, and pressure and other sensor data that allows manufacturers to enhance processes and reduce risk with predictive maintenance.
Direct-to-consumer (D2C) manufacturing
Manufacturing business models are also changing, with direct-to-consumer sales being one of the primary areas of industry growth. By selling directly, manufacturers can reduce overheads and reinvest the additional profits into research and development. However, success requires sales and marketing operations — and that, in turn, involves expanding the technology footprint.
To grow into this new market and scale operations accordingly, manufacturers are turning to new technologies, like chat interfaces powered by generative AI and advanced analytics, for automating low-level decision-making.
Digital twins and augmented reality
In manufacturing, a digital twin is a digital recreation of a product, production system, process, or even an entire factory. But modern digital twins are more than just digital replicas — they’re complete clones of real-world things, updated in real time with data straight from the factory floor, courtesy of IIoT sensors.
Digital twin technology is advancing fast, having proven itself as a driver of product innovation, process improvement, and reduction of downtime and waste. However, feeding these models with the right data is paramount to success, hence the need for comprehensive monitoring across every data-producing component.
Industrial automation and robotics
Robotics might be nothing new to large-scale manufacturing operations, but smart machines certainly are. There’s now a growing trend towards expanding automation across traditionally complex production lines, even to the point of facilitating lights-out manufacturing that requires no human presence on site.
Among the technologies driving this change are additive manufacturing (also known as 3D printing), predictive maintenance systems, and autonomous mobile robots (AMRs). These factories of the future depend enormously on IIoT systems that can provide visibility into every facet of plant operations.
Reshoring manufacturing operations
The increasingly unpredictable global economy, along with trade wars, sanctions, and growing demand for sustainability, has forced manufacturers to rethink their entire supply chains. As such, the last few years have seen a marked shift towards reshoring manufacturing operations to mitigate supply chain risks and improve service quality. But while there are strategic and environmental benefits to localizing production, manufacturers face greater challenges in keeping costs low amidst widespread labor shortages. The solution requires implementing automation systems that are both reliable and adaptable.
Top digital transformation challenges facing manufacturers
Although digital transformation has long been a necessity for manufacturers hoping to remain competitive, many still struggle to accommodate its complexities. For many companies, supply chains have become too large to govern. Integrating modern digital technologies into existing production lines is a persistent challenge too — especially given that manufacturers often rely heavily on expensive proprietary equipment.
Here’s a breakdown of the top digital transformation challenges manufacturers face:
#1. Addressing technology and information silos
Today’s factories use a range of machines, sensors, and supply chain management systems, all of which generate vast amounts of data. The problem is that a lot of this data is isolated — it resides within specific departments, systems, and production lines. These data silos contribute to business downtime, and it’s much harder for teams to troubleshoot problems in isolation. A lack of a unified view of an organization’s entire infrastructure leads to gaps in visibility across the technology stack, hence the need to coordinate IT and operations technology holistically.
#2. Keeping track of bespoke technology and IoT sensors
With the volume of connected devices in production lines expanding rapidly, it’s imperative to keep track of everything. An inadequately monitored IoT device, for example — even if it’s just a simple sensor — can end up being a single point of failure leading to production downtime or security breaches. Because of this, IoT protocols are every bit as important as the devices themselves. Protocols are what control and enable communication between devices, including back-office systems. But when you have hundreds or thousands of devices to manage, it’s easy to lose sight of something important.
#3. Enhancing supply chain resilience and efficiency
Supply chain complexity is only likely to increase, and even a small manufacturer might have thousands of suppliers. Each supplier is a potential single point of failure, which is why every inbound and outbound data stream must be monitored to ensure resilience. After all, industrial espionage is an everyday reality for manufacturers as hackers try to disrupt their operations or steal corporate secrets. Threats like ransomware and Stuxnet are designed to disrupt and take down automated industrial processes. In the world of IIoT and connected infrastructures, it’s vital that you minimize the exposure of your production environment to the outside world.
#4. Achieving sustainability and carbon neutrality
Environmental sustainability and carbon neutrality are now top priorities for manufacturers. In many regions, legislators are starting to mandate such goals, and rarely are they easy to meet. For example, the European Union defines Industry 5.0 as a driving force behind digital and green transitions that complements existing Industry 4.0 approaches.
As manufacturers face growing pressure to adopt leaner production processes and support a more circular economy, complete observability over your technology stack is essential, since you can’t improve what you don’t know about.
#5. Maximizing uptime of critical infrastructure
Most businesses are now digital-first, which means that even a brief website outage can seriously impact revenue and brand reputation. In the manufacturing world, outages can be much costlier. Downtime of critical production systems and infrastructure has a direct financial impact not only on the manufacturer’s business, but also any downstream suppliers, such as retailers and wholesalers.
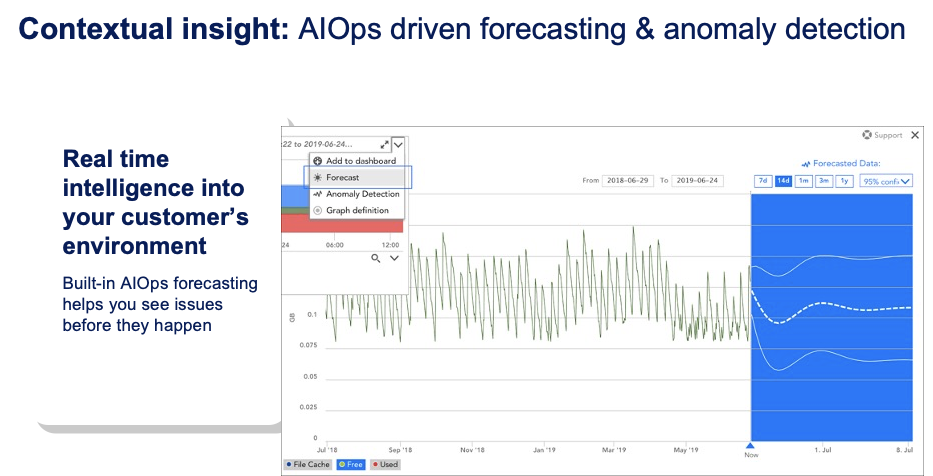
Being able to troubleshoot problems quickly and effectively is fundamental to mitigating downtime. Modern techniques like root causes analysis can help manufacturers quickly identify the source of a problem by homing in on the specific device or application responsible for the outage.
How LogicMonitor can help manufacturers enhance operations
More than ever before, the ability to enhance manufacturing operations depends on relevant, accurate, and timely data. That data comes from a wide variety of sources, such as IIoT sensors on the shop floor and back-office systems, like supply chain management (SCM), customer relationship management (CRM), and enterprise resource planning (ERP).
Single pane of glass for IT and OT
Consolidating diverse data sources is where any journey towards enhancing manufacturing operations begins. LogicMonitor provides a single pane of glass spanning your entire hybrid cloud and on-premises environment, including every virtual machine, storage asset, and IIoT system. With complete observability into your computing workloads and production systems, you can troubleshoot and optimize the system as a whole.
Simplified extensibility into IoT
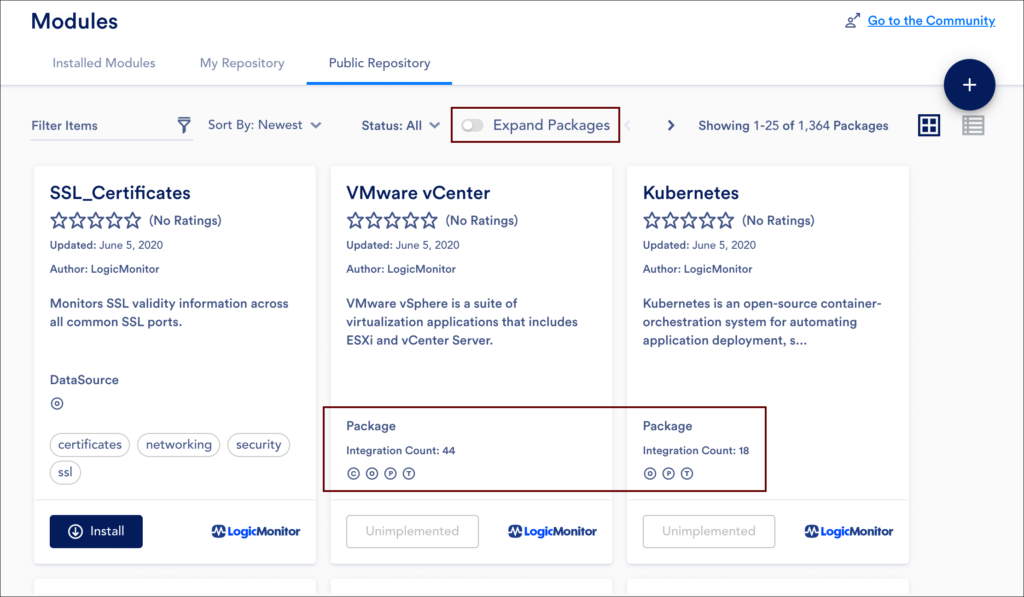
The LM Exchange is a constantly expanding library of out-of-the-box integrations that let you apply monitoring across every networked device, application, database, and service. With the customizable monitoring templates and rapid prototyping capabilities, decision-makers enjoy easy access to the data-driven insights that are relevant to their roles. We also have a large team of engineers available to help users customize their monitoring solutions according to their specific needs
Security by design and default
Security is front and center in everything we do. Here are just some ways the LogicMonitor solution ensures user and systems security:
Secure architecture
● RBAC, 2FA.
● Encryption of data in transit and at rest.
Secure data collection
● Only outbound communication allowed from LM Collector.
● Data encrypted with TLS.
● LM Collectors securely locked to your environment
Secure operations
● Collectors based on hardened Linux with perimeter and host-based IPS.
● Operated out of top-tier DCs and AWS regions.
● All with top security measures in place.
Secure practices
● Minimal personal data stored.
● Device access credentials stored in memory and never written to disk.
● Salted one-way hashes used in place of user passwords.
Secure standards
● Constant penetration testing ensures maximum security.
● SOC2 validates our controls for security.
● High availability and confidentiality.
One platform for hybrid observability, powered by AI
As your business becomes a digital business, maintaining your technology stack is essential for keeping your manufacturing enterprise profitable and running smoothly. And as manufacturing becomes more dependent on technology for every stage of the product life cycle, it’s imperative to keep production processes efficient and incorporate security by design and default.
One of our clients, Coca-Cola Bottling, used LogicMonitor to consolidate their IT infrastructure, enhancing operational efficiency across their vast and complex network. Previously grappling with a fragmented monitoring approach, our solution provided them with a unified view of their environment. The result? Enhanced troubleshooting and maintenance processes, including a substantial reduction in mean time to resolution (MTTR).Would you like to enjoy a similar success story? Learn more about our manufacturing solutions to find out how.



Subscribe to our blog
Get articles like this delivered straight to your inbox